Hi All,
I recently got back on the 3d printing scene after about a decade (Time flies!), the other day I was inspecting a failed print for a spool holder and noticed the Z axis striations seemed to follow some kind of oscillating pattern for the most part.
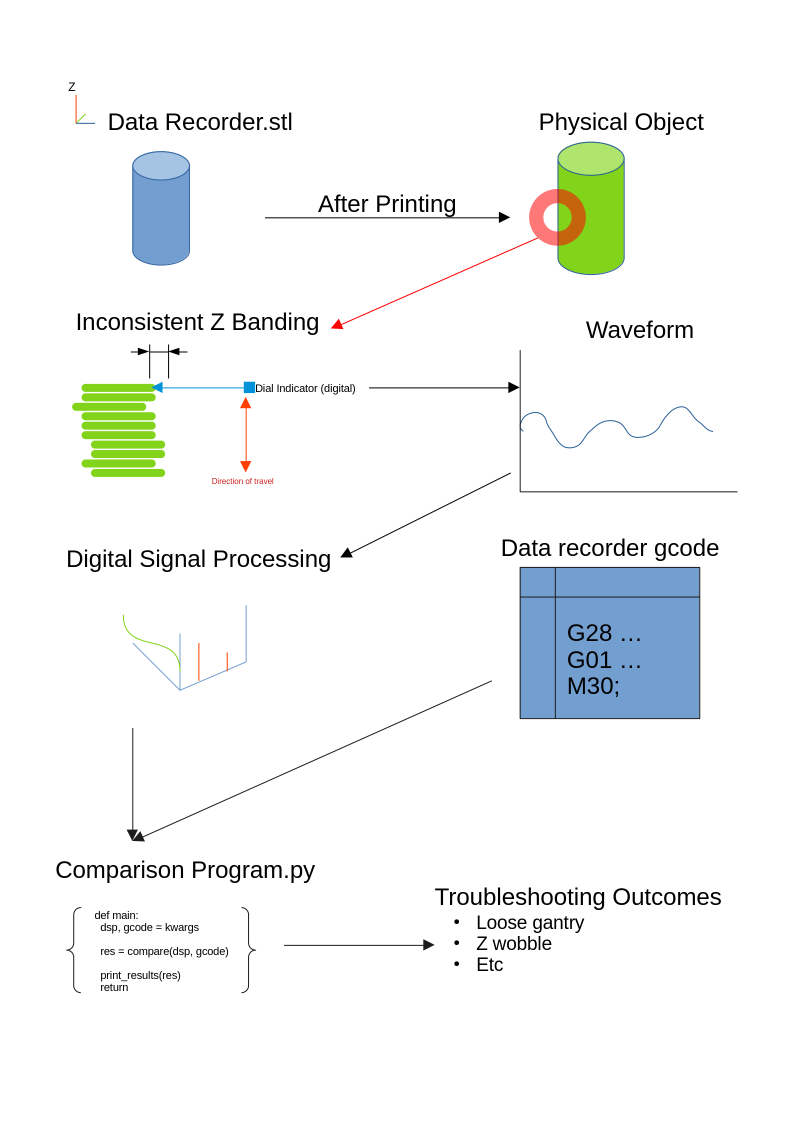
This made me think of the early day flight recording units and I thought if we were able to quantify these oscillations and compare them to the gcode we could derive what types of movement are causing these issues and hopefully troubleshoot them (perhaps even beyond our naked eyes capabilities)
So I drew up this back of an envelope concept and since I'm relatively inexperienced with 3D printing, I wanted to post it here and see what the communities thoughts are on it.
If it seems like a worthwhile endeavour I would be happy to invest my time in making it a reality and could hopefully publish this work (under FOSS of course) to help benefit everyones prints.