1
3DPrinting
20339 readers
38 users here now
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at: or !functionalprint@fedia.io
There are CAD communities available at: !cad@lemmy.world or !freecad@lemmy.ml
Rules
-
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
-
Be respectful, especially when disagreeing. Everyone should feel welcome here.
-
No porn (NSFW prints are acceptable but must be marked NSFW)
-
No Ads / Spamming / Guerrilla Marketing
-
Do not create links to reddit
-
If you see an issue please flag it
-
No guns
-
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe/ may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
founded 2 years ago
MODERATORS
2
3
312
3D printed Linux Mint emblem to cover up the illuminated Apple logo on my ancient MacBook
(lemmy.world)
I made this Linux Mint logo emblem to cover up the Apple logo on my old MacBook that now runs Linux. I am not sure if it will cover the logo of all MacBooks but i am sure that it can be scaled to needs.
I used Prusa Slicer, to slice it, and it automatically offered the option of a color change. I used a translucent red for the lower part and a dark grey for the top. You may want to experiment a bit with the types and infills to get the appropriate effect. I used very fine layer hight as well as ironing to get a smoother surface.
Then simply glued it on top of the illuminated logo
Available for free on Thingiverse and Printables
PS: Many failed attempts went into take this fairly bad picture - i apologize but the dogs were too comfortable




4
5
6
7
There's a few 3D printable corner cut jigs out there. I designed my own for three main reasons:
- There's a little ruler on the side to mark the width of the fold-over section of the cloth
- It's parametric (using OpenSCAD), so you can customize various sizes (spacing from corner, various thicknesses, size of ruler, etc.)
- I like to model stuff myself because it's fun.
https://makerworld.com/en/models/2000894-corner-cut-jig-with-ruler-for-bookbinding#profileId-2154412




8
9
10
Only started 3d printing recently so I don't really have any thing to compare against so I'm asking the community. How bad are these VFAs? Should I just leave as is or is this bad enough to try to troubleshoot?
I'm currently only doing functional prints so this is only a minor, cosmetic issue for now. However in the future that might change, so I wanted to check if this is mostly to be expected or if there is something very wrong.
3D printer is Core One running 6.4.0-RC firmware.
Filament is generic black PETG.

11
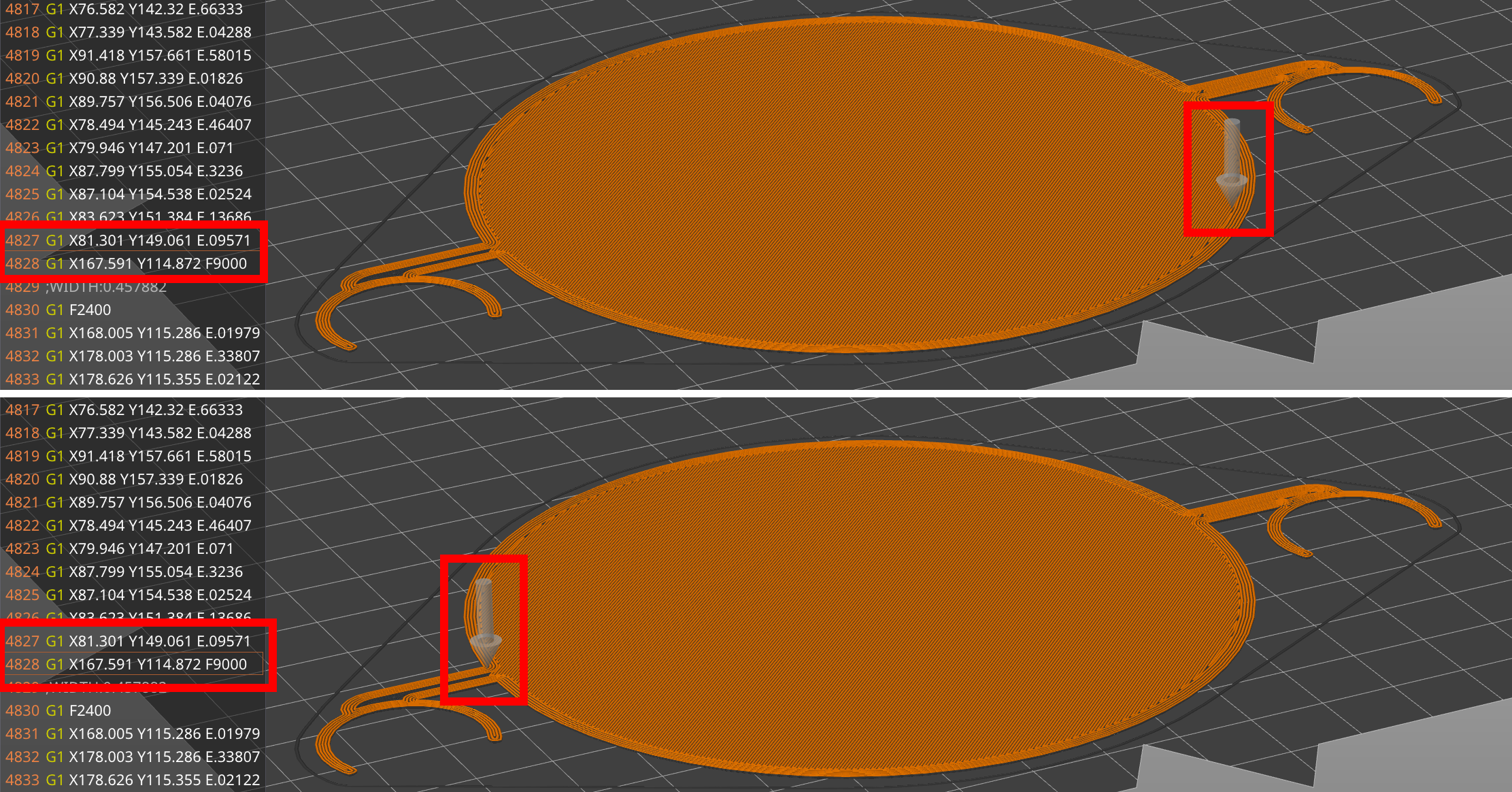
Hi, I've been printing for about a year, sometimes even successfully, but on this specific print, the nozzle drags through the layer for no reason. Usually, a Z-Hop prevents that, but on this very print, the Slicer somehow doesn't add one. I'm using Orca Slicer (dockerized, Linuxserver.io image from last month, 15.09.25) and have enabled Z-Hop in the printhead config (all surfaces). It does add Z-Hops on other moves, just not here. And yes, I know my Z-Offset is a tinge too low, which is part of the problem, but I'd like to focus on Orca Slicer not Z-Hopping first.
Does anyone know about this issue? Slicing with PrusaSlicer works; I can just switch back to that one if I don't find any features I miss from Orca Slicer.
12
Ordered a complete system from Bambu with an ams pro 2. So everything minus that 4 pin cable came in within 2 days, pretty impressive honestly.
That 4 pin cable is somewhere in Cali stuck in transit. Was wondering if anyone had any luck with something on Amazon? Idk if the cables are straight shots or they cross over.
Worst case I’ll just wait it out.

13
14
15
16
17
18
19
Spent all weekend assembling this Core One. It probably took 14 hours in total. 12 hours to build and 2 hours to troubleshoot issues. Broke some parts made some mistakes but I finished the build.

20
21
22
[Solved] https://lemmy.world/comment/20394190
I've been fussing with this damn thing for two days, cleaned out the hot end, recalibrated it's level, messed with flow rate levels and layer thicknesses as I try to figure out this issue, currently on Merlin 2.0.6
I made the mistake of trying to encode Klipper into my machine (my mistake for I wasn't able to get it work as desired) and messed up the firmware in the process of trying to get it working from OctopiKlipperOS where it wasn't reading SD cards anymore, I don't know what firmware I was running on before, probably baseline ender 3 firmware for 4.2.2 from Creality
I've tried to update the firmware to maybe a better behaving version Marlin 2.0.6 in the course of this, my next step is to just try the original firmware again, but I've been trying to print with PHA newly here as well, but noticing an under extrusion issue where it'll create dollups to the idea of a wall. I'm wondering even IF the firmware could be the problem, do I need a new extruder head?

23
https://www.thingiverse.com/thing:7191309/files
Looks small. Around 1.25kg of filament + 0.5kg for a stand. 12 servos, Rπ 4, Arduino. No link to software that I saw, and no real pictures of a verified print. Model was posted to thingiverse November 5th 2025.


24
25
view more: next ›